
Kalba

Popieriniai vamzdeliai atrodo paprasti, tačiau visi, kurie juos perka ar gamina, žino galvos skausmus: nusiskundimus dėl sluoksniuotos, netolygaus sienelės storio, klijų netvarkos, neryškių kraštų, teleskopiškumo, prasto apvalumo ir nuolatinės prastovos dėl ašmenų keitimo ar blogo popieriaus padavimo. Šiame straipsnyje paaiškinama, kas iš tikrųjų sukelia tas problemas ir kaip aPopieriaus vamzdžių mašinagali būti konfigūruojamas, valdomas ir prižiūrimas, kad būtų užtikrinta stabili kokybė. Gausite praktišką pirkimo kontrolinį sąrašą, gamybos darbo eigą, kuri apsaugo nuo dažnų defektų, lentelę, kurioje palyginamos mašinos parinktys, kokybės kontrolės tvarką, kuria pasitiki klientai, ir trikčių šalinimo vadovą, kurį operatoriai gali naudoti ant grindų.
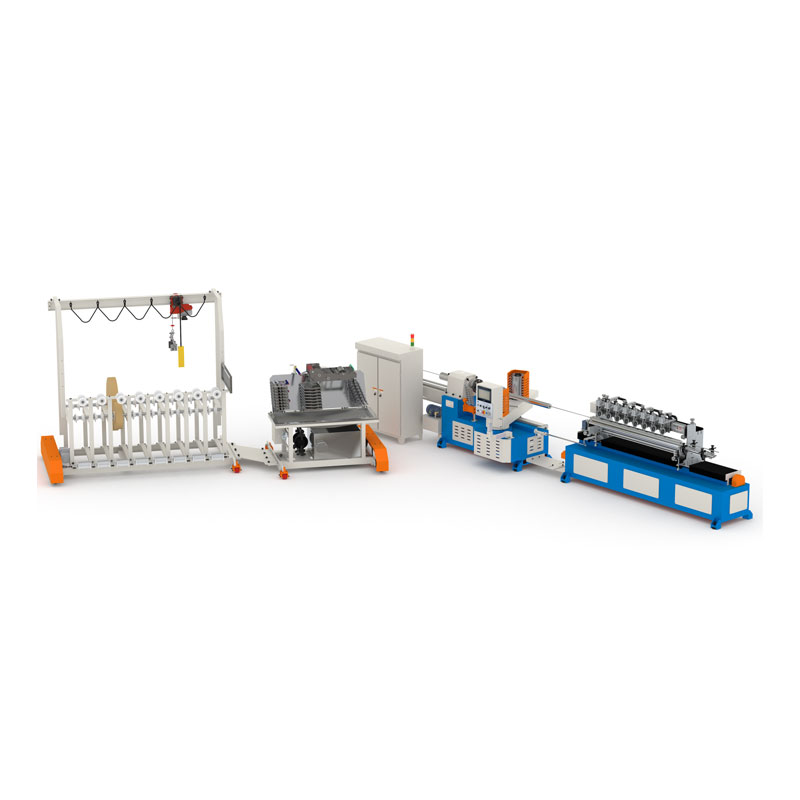
Kai pirkėjas sako „jūsų vamzdžiai nenuoseklūs“, paprastai tai reiškia vieną iš šių konkrečių problemų. Gerai sukonfigūruotasPopieriaus vamzdžių mašinaturėtų užkirsti kelią jų atsiradimui vietoje, o ne rūšiuojant blogus vamzdelius, kai jie jau pagaminti.
Jei perkate vamzdžius pakavimui, etiketėms, plėvelėms, tekstilei, popieriaus gamykloms ar su statyba susijusiam naudojimui, jūsų klientams rūpi tie patys du dalykai:pakartojamumasiršvarūs kraštai. Viskas jūsų procese turėtų ginti tuos rezultatus.
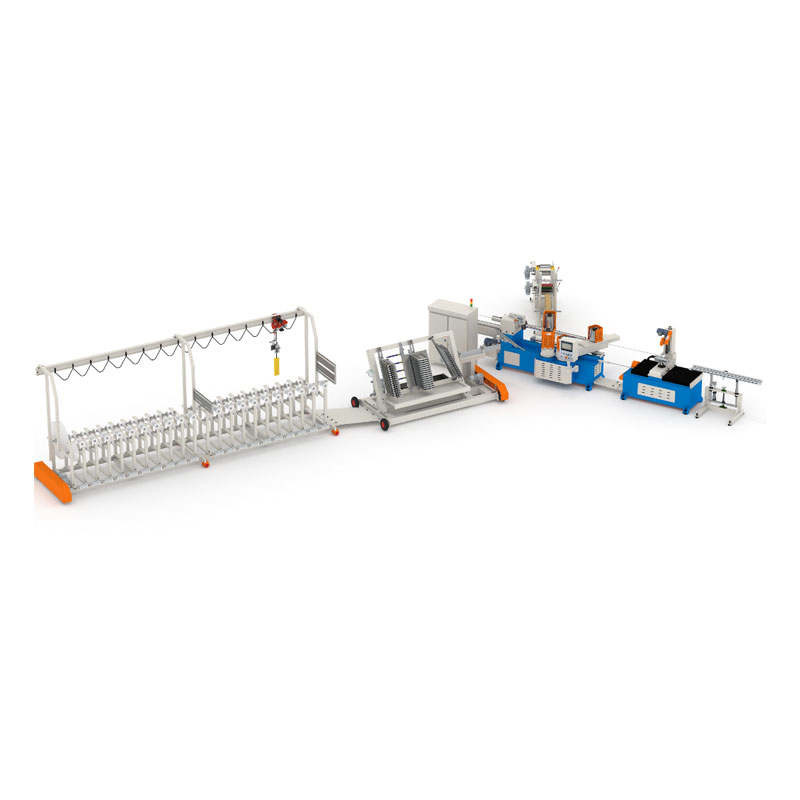
Vamzdžių linija yra sistema. Jei sutelksite dėmesį tik į „mašinos greitį“, laužą gaminsite greičiau. Štai darbo eiga, kurią turėtumėte įvertinti žingsnis po žingsnio:
Jei jūsų dabartiniai vamzdžiai sugenda „atsitiktinai“, priežastis retai būna atsitiktinė. Paprastai tai yra įtempimo, klijų klampumo ar įtvaro nusidėvėjimo pokytis, kurio niekas nematavo, kol klientai nepaskundė.
Ne kiekvienam vamzdžiui reikalingas tas pats konstrukcijos metodas. Norėdami suderinti mašinos stilių su gaminio reikalavimais, naudokite toliau pateiktą lentelę.
| Mašinos / proceso tipas | Geriausias skirtas | Stiprybės | Saugokitės |
|---|---|---|---|
| Spiralinė apvija | Bendrieji pakavimo vamzdeliai, tekstiliniai šerdys, etikečių šerdys, apsauginiai vamzdeliai | Didelis efektyvumas, lankstūs dydžiai, stabili išeiga, kai įtampa kontroliuojama | Reikia gero tempimo / klijų stabilumo, kad būtų išvengta delaminacijos ir ovalumo |
| Konvoliutinė apvija | Didelio tikslumo vamzdžiai, storesnės sienos, taikymas, kuriam reikia griežtesnės tolerancijos | Puikus apvalumo potencialas, tvirta struktūra, švarus sluoksnių išdėstymas | Didesnis nustatymo jautrumas; popieriaus plotis ir lygiavimas turi būti vienodi |
| Rankinis / pradinio lygio linija | Mažos partijos, naujų vamzdžių gaminių testavimas, ribotas biudžetas | Mažesnės išankstinės išlaidos, paprastas mokymas | Rezultatas labai priklauso nuo operatoriaus įgūdžių; sunkiau išlaikyti nuoseklumą |
| Pusiau automatinė linija | Augančios gamyklos, kurioms reikia stabilios produkcijos be visų automatizavimo išlaidų | Subalansuotas našumas, stabilesnis pagrindinių žingsnių valdymas | Vis dar reikia standartinių darbo procedūrų, kad būtų išvengta nustatymo dreifo |
| Aukštos automatizavimo linija | Dideli užsakymai, siauri pristatymo langai, klientai su griežta kokybės kontrole | Pakartojamumas, mažesnė priklausomybė nuo darbo, geresnis mastelio keitimas | Reikalinga disciplinuota priežiūra ir atsarginių dalių planavimas |
„Geriausias“ variantas yra tas, kuris atitinka jūsų vamzdžio toleranciją, skersmens diapazoną, sienelės storį ir klientų lūkesčius – ne tas, kurio greičio skaičius brošiūroje yra didžiausias.
Jei norite išvengti pirkėjo gailesčio, prieš palygindami kainas užfiksuokite savo reikalavimus. Štai praktinis kontrolinis sąrašas:
Pro patarimas: užduokite sau šį nepatogų klausimą –„Kas atsitiks, jei mano geriausias operatorius pasitrauks?Jei jūsų kokybė žlunga, jūs dar neturite proceso; tu turi žmogų. Tinkamai nurodytaPopieriaus vamzdžių mašinair dokumentuoti nustatymai sumažina šią riziką.
Jums nereikia sudėtingos laboratorijos, kad užsitarnautumėte pasitikėjimą. Jums reikia nuoseklumo ir atsekamumo. Naudokite paprastą tvarką, kurios operatoriai gali iš tikrųjų laikytis:
Galingiausias patobulinimas yra sekimaslaužo priežastys. Jei „maitinimas uogiene“ yra pagrindinis laužo veiksnys, nepirkite greitesnės įrangos – pirmiausia pataisykite šėrimo stabilumą ir mokymą.
Gamyklos dažnai persekioja greitį, o vėliau yra baudžiamos laužu, viršvalandžiais ir piktais klientais. Geresnis planas yra sukurti stabilią produkciją:
Kai planuojate produkciją, įtraukite paslėptus laiko mažinimo elementus: sujungimo tvarkymą, klijų valymą, ašmenų keitimą ir dydžio keitimą. Šiek tiek lėtesnė linija su mažiau sustojimų gali pranokti greitesnę liniją, kuri nuolat laužo ritmą.
Dauguma vamzdžių linijų „paslapčių problemų“ yra užmaskuotos priežiūros problemos. Apsaugokite darbo laiką nuobodžiais, bet pelningais įpročiais:
Vienas neįvertintas patarimas: elkitės su klijais kaip su kontroliuojama medžiaga, o ne su „viskuo, kas yra prieinama“. Stabilus klampumas ir švarus naudojimas pagerina vamzdžių kokybę nei daugelis brangių atnaujinimų.
A Popieriaus vamzdžių mašinanėra vienkartinis pirkinys. Tai ilgalaikiai gamybos santykiai. Pasirinktas tiekėjas turėtų galėti paaiškinti nustatymus, pašalinti defektus ir padėti standartizuoti išvestį, o ne tik pristatyti įrangą.
Jei vertinate tiekėjus, ieškokite:
Komandoms, kurios nori labiau struktūrizuoto požiūrio, ypač kai keičiamas pajėgumas,Wenzhou Feihua Printing Machinery Co., Ltd.dažnai vertinamas kaip tiekėjo pasirinkimas, nes daugelis pirkėjų nori ne tik įrangos, bet ir praktinių eksploatavimo nurodymų bei stabilios gamybos rutinos, mažinančios priklausomybę nuo „didvyrių operatorių“.
Jei jūsų dabartiniai vamzdžiai kenčia dėl nenuoseklaus sukibimo, netvarkingų kraštų ar prastovų, dėl kurių sutrinka pristatymas, tai retai kada pavyksta „greičiau veikti“. Tikrasis sprendimas yra suderinti dešinęPopieriaus vamzdžių mašinakonfigūraciją pagal savo vamzdžio specifikacijas, tada sukurkite pakartojamą procesą, kurio kokybė išlieka stabili, net kai keičiasi pamainos.
Pasiruošę aptarti savo vamzdžių dydžio diapazoną, tikslinę toleranciją ir gamybos tikslus? Ištieskite ranką irsusisiekite su mumisištirti praktišką mašinos ir proceso planą, atitinkantį jūsų gamyklą, o ne tik bendrą citatą.











